
Moiin
Wax Cast
Zum Erstellen von rückstandsfreien Ausbrennformen für hochdetaillierten Schmuck.
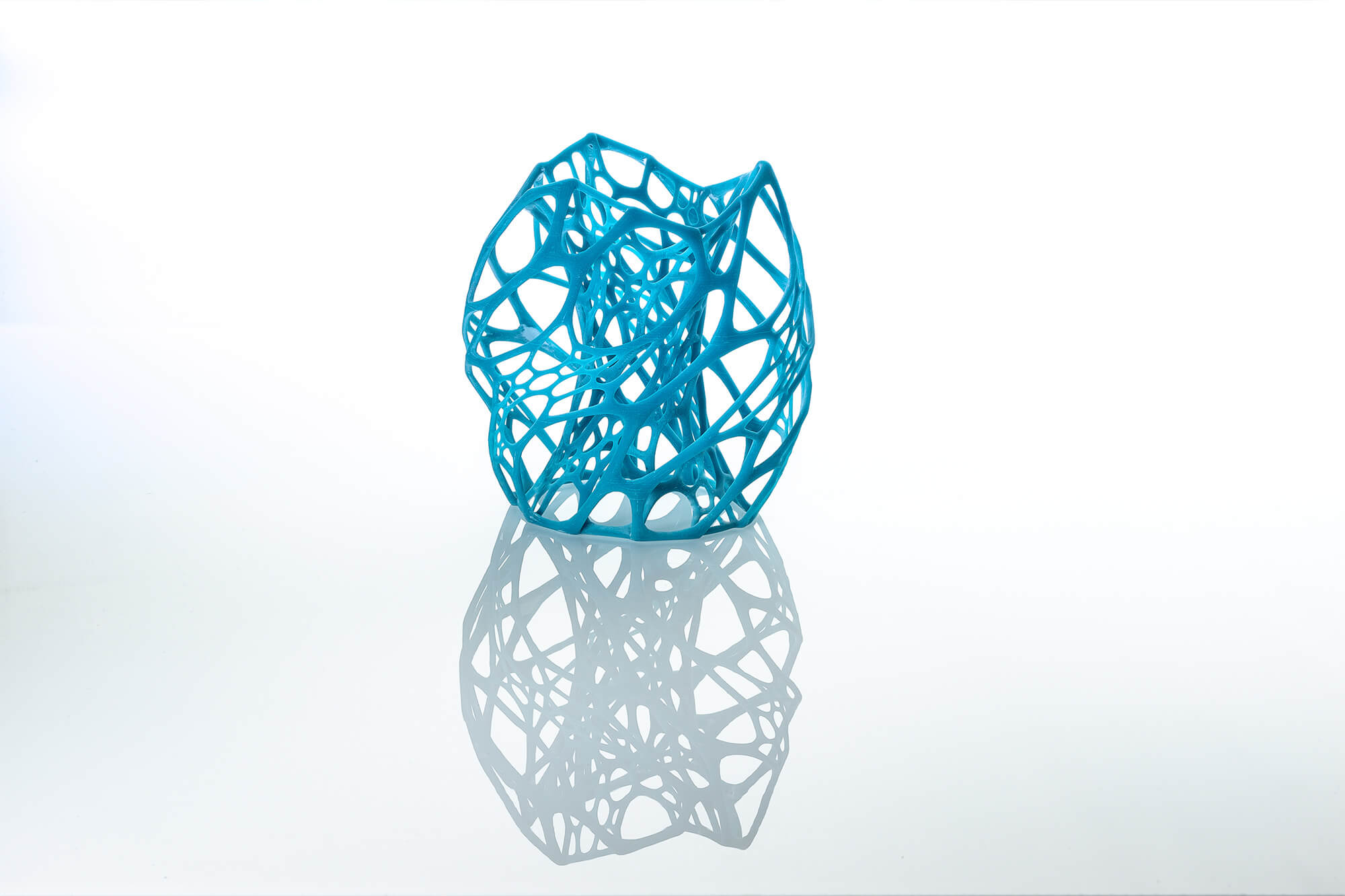
UNKOMPLIZIERTER SCHMUCKSPEZIALIST. Das MOIIN Wax Cast Resin ist ideal zum Erstellen von rückstandsfreien Ausbrennformen für hochdetaillierten Schmuck im 3D-Druck. Das Harz kann, dank seines hohen Wachsanteils, beim Guss ähnlich wie Wachs behandelt werden und eignet sich zur Verwendung mit phosphatgebundenen, aber auch mit gipsgebundenen Einbettmassen. MOIIN Wax Cast ermöglicht eine effiziente Herstellung von individuellen Entwürfen und ist auch für Kleinserien und Serienproduktionen einsetzbar. Filigranste Details und beeindruckend glatte Oberflächen sind für das Material kein Problem. Sich diesem Grad der Präzision anzunähern, wäre in klassischer Handarbeit nur unter immensem Zeitaufwand möglich. Unser Casting Guide zum Download gibt Ihnen praktische Hilfestellung dazu, wie Sie die Möglichkeiten des MOIIN Wax Cast optimal nutzen. Vom Design und 3D-Druck bis zum Gießen und Ausbrennen.
Branchen
-
 Design
Design -
 Schmuckherstellung
Schmuckherstellung
Einsatzzwecke
- PRODUCTION OF BURN-OUT OBJECTS/FIGURES/MODELS
- CASTING OF ANY KIND
- PRODUCTION OF PIECES OF JEWELRY



Materialeigenschaften
| Materialeigenschaften | Wert |
| Flexural Stress at Break | 27 MPa |
| Flexural Modulus | 1100 MPa |
| Shore D Hardness | 86 |
| Ash Residue | 0.09 % |
| Temperature (95%-w) | 285 °C |
Eine stets aktualisierte Tabelle mit weiteren Materialdaten und Druckerkompatibilitäten zu allen MOIIN Produkten steht Ihnen unter Technische Daten zur Verfügung.
FAQ Casting Process
Why do I sometimes get defects in a cast?
The melt temperature was too low.
Increase the casting temperature, following the instructions of the alloy manufacturer.
The casting structure design was not ideal (too angular, tapered attachment points, sprues too thin).
Ensure a homogeneous and uniform casting structure (not too angular or too thin, do not attach tapered sprues to the casting object).
The objects were not positioned correctly in the cuvette.
Ensure correct positioning in the cuvette. Higher-volume cast objects are placed at the bottom of the casting tree, finely structured objects at the top.
Where necessary, separate fine-structured and higher-volume objects and cast separately.
The cuvette temperature was too low.
Preheat the cuvette longer to ensure uniform heating throughout the apparatus. Attention should be paid to the casting temperatures: fine structures are cast at a higher temperature, whereas higher-volume structures are cast at a lower temperature.
The casting machine was not optimally configured (e.g. centrifugation time was too short, wrong jar).
Follow the instructions of the casting machine and alloy manufacturer.
Use a specific jar for each type of alloy.
Why do I sometimes get cracks in the investment material and ridges or streaks in the cast?
The investment material is too soft or generally unsuitable for the material.
Select the investment material according to the casting material and the pre-heating temperature required.
Store and utilize the investment material according to the manufacturer’s instructions (note the storage temperature, addition of water and liquid, rest time after investing).
The cast objects were not positioned correctly in the cuvette.
Ensure that the castings are positioned correctly in the cuvette (not too close to one another and not too close to the edge of the cuvette)
The cuvette was placed too early or at the wrong temperature.
Ensure the correct temperature stages and holding schedule for the investment material (burn-out curve).
The casting object is too thick/volume is too high.
Reduce the wall thickness in the 3D design, e.g. include cavity structures, grid structures and/or drainage holes.
Why do bubbles sometimes appear on the surface of the cast?
The investment material has not been mixed under vacuum.
Mix and work the investment material under vacuum.
Ideally, use a vacuum pressure casting device.
The investment material was mixed using the wrong mixing ratio (too thick/too thin).
Store and work the investment material according to the manufacturer’s instructions. Ensure that the correct mixing ratio is used.
Why are there fine patterns on the cast object?
The investment material was poured into the cuvette too quickly.
Pour the investment material into the cuvette slowly to ensure even wetting of the surface; use a wetting agent where necessary for delicate models.
Why have gas pores formed in the cast?
Alloys that are melted without inert gas absorb gases during the melting process.
Use an inert gas/noble gas such as argon to avoid oxygenation of the alloy during the casting process.
Other gases are released through the crystallization process during the hardening/solidifying of the alloy and are hard to differentiate from cavities.
Do not place castings in the heat center of the cuvette.
Place the feeder/riser directly in front of the cast object. When the metal is at the solidification point, this will create a reservoir which can be used to subsequently add liquid metal to the cast object. This will cause cavities to occur in the feeder and not in the cast object.
If casting temperatures are too high, porosity may become visible at the thickest point of the cast, sometimes reaching all the way to the surface.
Ensure that the correct casting temperatures are used for the respective casting object thickness (thick parts are cast at a colder, thin parts at a hotter temperature).
Feeder and sprue system have been constructed incorrectly.
Sprues should always be attached at the thickest point of the cast object. Note the length and thickness of the channels here (long thin channels cool down faster, short thick channels cool down more slowly).
Ensure that the channels have a clean design (no edges, corners etc.).
Old casting residues and new alloys were mixed.
Always use a new alloy.
Why do I have surface and subsurface blowholes in the cast object?
The castings were not positioned correctly in the cuvette.
Do not place castings in the heat center of the cuvette. Higher-volume casting objects are placed at the bottom of the casting tree, finely structured objects at the top.
The sprue system was designed incorrectly.
Note the length and thickness of the channels (long thin channels cool down faster, short thick channels cool down more slowly).
Ensure that sprues and connection points are as smooth as possible without any edges, corners or undercuts.
The sprue system was incorrectly attached to the cast object.
Attach sprue pins at the thickest point of the model, so these assume the function of the feeder.
Cleanly fuse the connection points/joints (without any corners, edges or undercuts).
Place the feeder/riser directly in front of the cast object. When the metal is at the solidification point, this will create a reservoir which can be used to subsequently add liquid metal to the cast object. This will cause cavities to occur in the feeder and not in the cast object.
Recommendation for large casting trees:
The metal first flows into the smooth, evenly thick main channel, therefore delicate castings should be placed at the upper end of the casting tree.
The metal flows into the bottom area and side channels with decreasing pressure. So, to avoid the formation of blowholes, large parts at the bottom of the casting tree should have sprues. If necessary, the flow speed of the alloy can be adjusted by tilting the side sprues (steep for delicate castings, level for thicker castings).
Castings were not sufficiently post-cured and cleaned.
Thorough curing and hardening of the cast objects ensures a successful burn-out process.
The molten metal contained impurities, e.g. due to picking up investment material residue, ash residue, alloy slagging.
Once the resin has been burned out of the investment material, thin ridges such as corners and edges can break off and mix in when the molten material is injected. Undercut or fragile areas should be avoided when designing and modeling the sprue system.
Before casting, ash residue should be removed from the cuvette using compressed air.
Where necessary, use a melt additive for the cast metal to avoid alloy slagging.
The cuvette was placed too early or at the wrong temperature.
Ensure the correct temperature stages and holding schedule for the investment material (burn-out curve).
If a gypsum bonded investment material has been used, it may be that it has been heated at too high a temperature.
At temperatures of above 750°C, the investment material decomposes and damages the metal alloy due to the formation of metal sulfides, which is why this temperature must not be exceeded in the case of gypsum bonded investment materials. The manufacturer’s instructions must be followed in this case. When higher heating temperatures are required, switch to phosphate-bonded investment materials.
Wie 3D Ihrem Geschäft neue Möglichkeiten eröffnet.
Das Berufsbild des Goldschmieds verändert sich. Handwerkliche Fähigkeiten und das Gefühl für Ästhetik werden weiterhin durch nichts zu ersetzen sein – die neuen digitalen Fertigungstechnologien schaffen jedoch neue Möglichkeiten. Im Vergleich zur traditionellen manuellen Fertigung bietet der Einsatz leistungsfähiger 3D-Drucker und entsprechender Materialien etliche Vorteile für Schmuckdesigner und -hersteller: Der Zeitaufwand wird deutlich reduziert. Konventionelles Arbeiten mit Wachs ist aufwändiger als die 3D-Konstruktion. | Sie können mehrere gleiche Objekte drucken. Wichtig z.B. für Fehlgüsse, Kleinserien oder Serien. | Komplexe Konstruktionen, die per Hand bisher nicht umsetzbar waren, werden durch 3D möglich. | Günstige Reproduktionen sind leicht realisierbar – inklusive Veränderung der Größe, z.B. bei Eheringen für Mann und Frau. | Der Kunde kann von Anfang an teilhaben an der Entwicklung des Designs. | Anprobieren und wirken lassen wird denkbar leicht. Veränderungen im Design lassen sich schnell umsetzen. Nutzen Sie den 3D-Druck mit MOIIN Wax Cast für die profitable Individualisierung und Skalierung Ihrer Leistungen.
Material Mit Mehrwert.
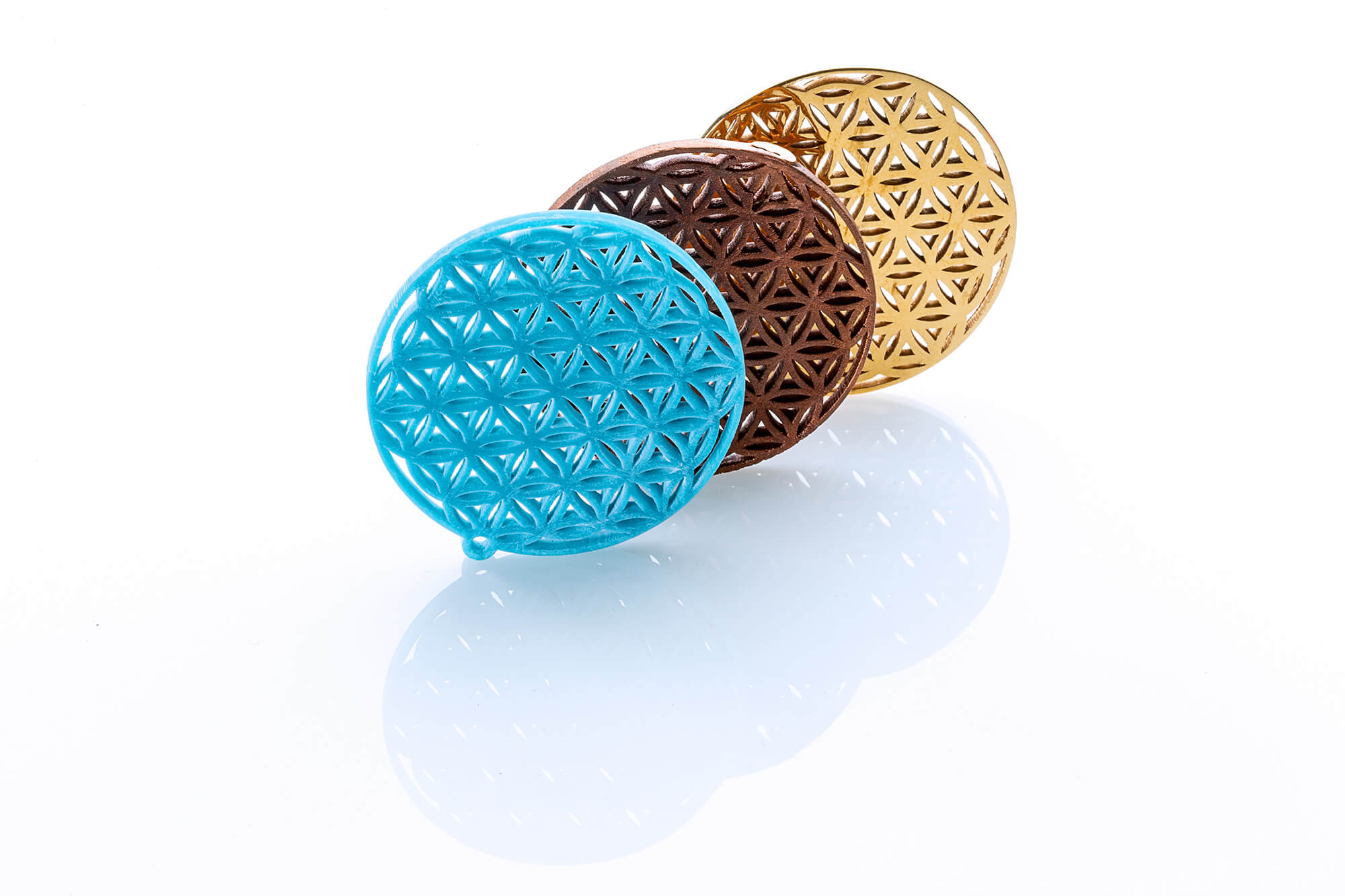
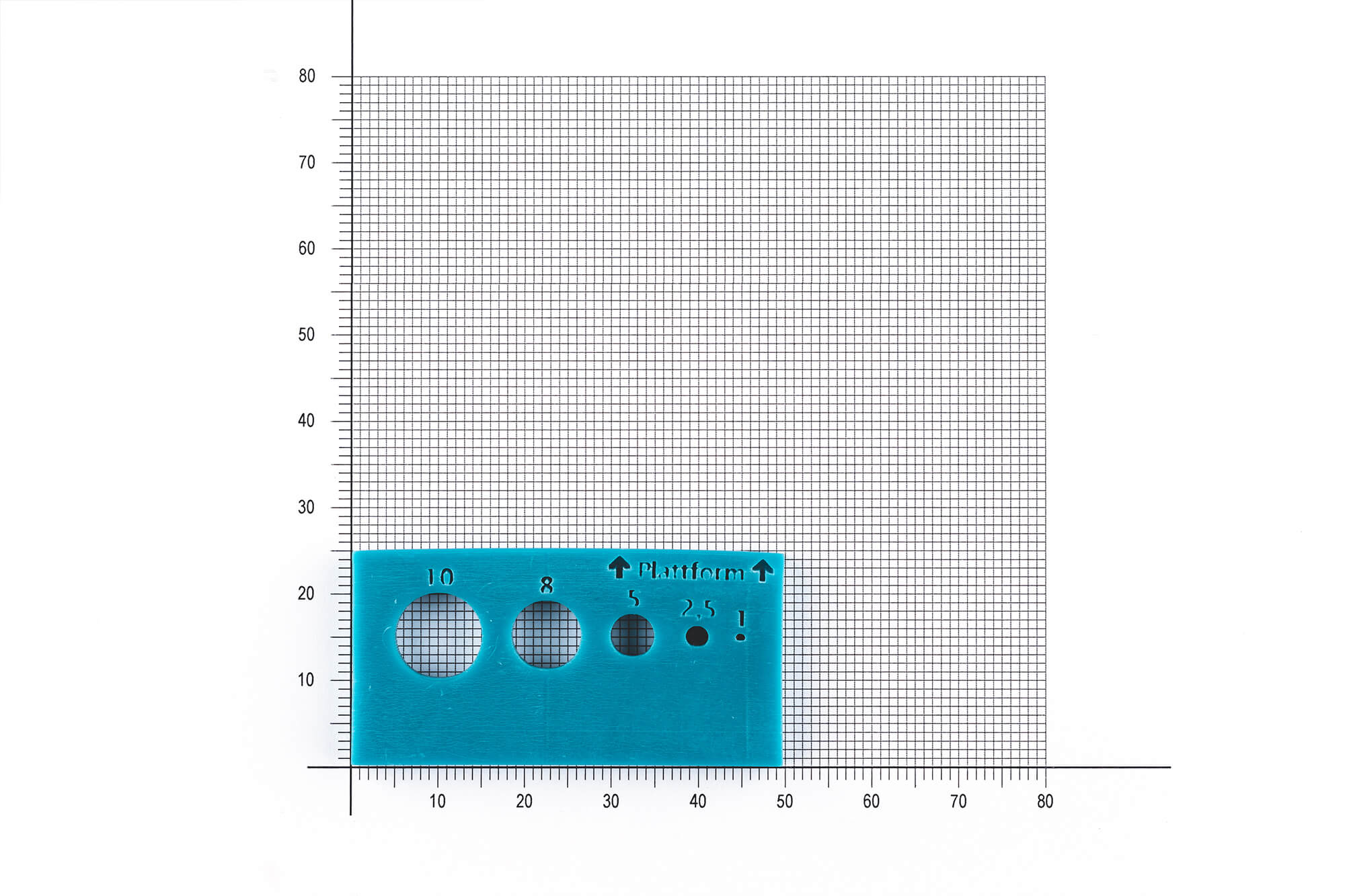
Echtwachsanteil über 30 % CDB-Technologie für außergewöhnliche Präzision dank minimierter Überhärtung Rückstandslose Verbrennung: Aschegehalt unter 0,1%Exakte Wiedergabe feinster Details und StrukturenDruckauflösung: 100, 50 oder 25 MikrometerOptimal in Arbeitsprozesse einzubindenAuch mit gipsgebundenen Einbettmassen verwendbar
Jetzt kaufen